技术资料
自动化包装流水线中装箱方式的选用
发布时间:2015-04-14 17:10
作者:宏基自动化科技
本文由宏基自动化科技整理编撰,未经允许不得转载。
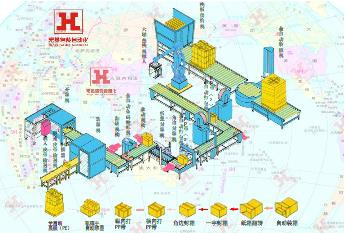
自动化包装流水线中装箱设备是最基本的自动化包装设备,装箱方式可以依据不同的产品类型加以选择,同时不同的自动化流水线设备也需要不同的装箱设备予以配合。
装箱与装盒的方法相似,但装箱的产品较重,体积也大,还有一些防震、加固和隔离等附件,箱坯尺寸大,堆叠起来也较重,因此装箱的工序比装盒多,所用的设备也复杂。
自动化包装线装箱机制按操作方式分类
手工操作装箱 先把箱坯撑开成筒状,然后把一个开口处的冀片和盖片依次折叠并封合作为箱底;产品从另一开口处装入,必要时先后故人防震、加固等材料,最后封箱。用粘胶带封箱可用手工进行,如有生产线或产量较大时,宜采用封箱贴条机。
半自动与全自动操作装箱 这类机器的动作多数为间歇运动方式,有的高速全自动装箱机采用连续运动方式。半自动操作装箱,取箱坯、开箱、封底均为手工操作。
自动化包装线装箱机制按产品装入方式分类
装入式装箱法
产品可以沿铅垂方向装入直立的箱内,所用的机器称为立式装箱机;产品也可以沿水平方向装入横卧的箱内或侧面开口的箱内,所用的机器称为卧式装箱机。 铅垂方向装箱通常适用于圆形的和非圆形的玻璃、塑料、金属和纤维板制成的包装容器包装的产品,分散的或成组的包装件均可。广泛用于各种商品,如饮料、酒类、食品、玻璃用具、石油化工产品和日用化学品等。常见的立式装箱机均为间歇运动式,对提高速度有一定限制。
立式装箱机主要组成部分为:箱输送装置、瓶子输送装置、抓头粱和气动夹头、控制系统等。 装箱机工作时,空箱由输送带送到瓶子导向套的下方,待装的瓶子由输送链向左方输送。当送到待装工位时,挡光板被推开,光电装置发出信号,抓头梁下降,气动夹头将瓶颈套住,并借助压缩空气把瓶颈夹紧。在链条的带动下,抓头梁快速上升。在抓头梁的上方安装有一汽缸,将每排抓头分开,目的在于使瓶子前后方向间隔适应空箱内的隔板间隔。在双摇杆的作用下,抓头梁沿着大链轮作圆弧轨迹的平移运动,当件两端的滚轮沿导向槽垂直下降到最低位置时,气动夹头松开,通过瓶子导向套的导向作用,将瓶子装入空箱中。集装完毕后,电动机反转,抓头梁上升,回到初始位置,准备下一次工作循环。
常见的卧式装箱机均为间歇操作,有半自动和全自动的两类。半自动装箱需要人工放置空箱;全自动装箱需要设置取箱坯、开箱和产品堆叠装置。
全自动水平装箱机操作过程: 工作时,箱片由箱片供送装置取下成型后,在箱输送链的作用下送至装箱工位,等待装箱。推料板具有堆码功能,当物料在推料板上堆码完毕后,在曲柄连杆A、B、c的作用下,通过推料板将其推人箱内。装满物料的箱在箱输送链和推箱板的作用下输送到下一工位。
裹包式装箱法
裹包式装箱机在箱片仓上堆积有许多箱片,真空吸头吸出最下层箱片并释放在链式输送带上;电机经传动系统将运动传给主动链轮,以带动链式输送带工作;推爪将纸箱片向右推并作步进运动,推送到压痕工位进行压痕,然后送到裹包工位进行裹包装箱;被裹包的物料由输送带向右输送,推料扳把它们报送到待裹包的箱片上进行裹包。
套入式装箱法
这种装箱方法适合包装质量大,体积大和较责重的大件物品,如电冰箱、洗衣机等。详细说明可具体依据自动化包装流水线产品生产厂家。
相关具体情况最终以自动化包装线生产过程技术人员的说明为准,以便能得到最专业的服务。
自动化包装流水线中装箱设备是最基本的自动化包装设备,装箱方式可以依据不同的产品类型加以选择,同时不同的自动化流水线设备也需要不同的装箱设备予以配合。
装箱与装盒的方法相似,但装箱的产品较重,体积也大,还有一些防震、加固和隔离等附件,箱坯尺寸大,堆叠起来也较重,因此装箱的工序比装盒多,所用的设备也复杂。
自动化包装线装箱机制按操作方式分类
手工操作装箱 先把箱坯撑开成筒状,然后把一个开口处的冀片和盖片依次折叠并封合作为箱底;产品从另一开口处装入,必要时先后故人防震、加固等材料,最后封箱。用粘胶带封箱可用手工进行,如有生产线或产量较大时,宜采用封箱贴条机。
半自动与全自动操作装箱 这类机器的动作多数为间歇运动方式,有的高速全自动装箱机采用连续运动方式。半自动操作装箱,取箱坯、开箱、封底均为手工操作。
自动化包装线装箱机制按产品装入方式分类
装入式装箱法
产品可以沿铅垂方向装入直立的箱内,所用的机器称为立式装箱机;产品也可以沿水平方向装入横卧的箱内或侧面开口的箱内,所用的机器称为卧式装箱机。 铅垂方向装箱通常适用于圆形的和非圆形的玻璃、塑料、金属和纤维板制成的包装容器包装的产品,分散的或成组的包装件均可。广泛用于各种商品,如饮料、酒类、食品、玻璃用具、石油化工产品和日用化学品等。常见的立式装箱机均为间歇运动式,对提高速度有一定限制。
立式装箱机主要组成部分为:箱输送装置、瓶子输送装置、抓头粱和气动夹头、控制系统等。 装箱机工作时,空箱由输送带送到瓶子导向套的下方,待装的瓶子由输送链向左方输送。当送到待装工位时,挡光板被推开,光电装置发出信号,抓头梁下降,气动夹头将瓶颈套住,并借助压缩空气把瓶颈夹紧。在链条的带动下,抓头梁快速上升。在抓头梁的上方安装有一汽缸,将每排抓头分开,目的在于使瓶子前后方向间隔适应空箱内的隔板间隔。在双摇杆的作用下,抓头梁沿着大链轮作圆弧轨迹的平移运动,当件两端的滚轮沿导向槽垂直下降到最低位置时,气动夹头松开,通过瓶子导向套的导向作用,将瓶子装入空箱中。集装完毕后,电动机反转,抓头梁上升,回到初始位置,准备下一次工作循环。
常见的卧式装箱机均为间歇操作,有半自动和全自动的两类。半自动装箱需要人工放置空箱;全自动装箱需要设置取箱坯、开箱和产品堆叠装置。
全自动水平装箱机操作过程: 工作时,箱片由箱片供送装置取下成型后,在箱输送链的作用下送至装箱工位,等待装箱。推料板具有堆码功能,当物料在推料板上堆码完毕后,在曲柄连杆A、B、c的作用下,通过推料板将其推人箱内。装满物料的箱在箱输送链和推箱板的作用下输送到下一工位。
裹包式装箱法
裹包式装箱机在箱片仓上堆积有许多箱片,真空吸头吸出最下层箱片并释放在链式输送带上;电机经传动系统将运动传给主动链轮,以带动链式输送带工作;推爪将纸箱片向右推并作步进运动,推送到压痕工位进行压痕,然后送到裹包工位进行裹包装箱;被裹包的物料由输送带向右输送,推料扳把它们报送到待裹包的箱片上进行裹包。
套入式装箱法
这种装箱方法适合包装质量大,体积大和较责重的大件物品,如电冰箱、洗衣机等。详细说明可具体依据自动化包装流水线产品生产厂家。
相关具体情况最终以自动化包装线生产过程技术人员的说明为准,以便能得到最专业的服务。
转载原创文章请注明:文章转载自:宏基自动化科技有限公司
- 上一篇:自动化包装线中灌装机的灌装定量方法
- 下一篇:自动化包装线中产品说明书输送机构