技术资料
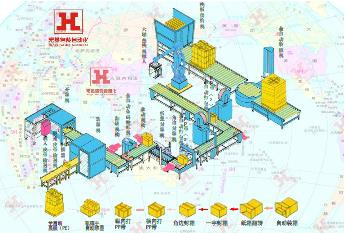
包装流水线设备诊断技术的工作原理和手段
发布时间:2015-06-01 15:56
作者:宏基自动化科技
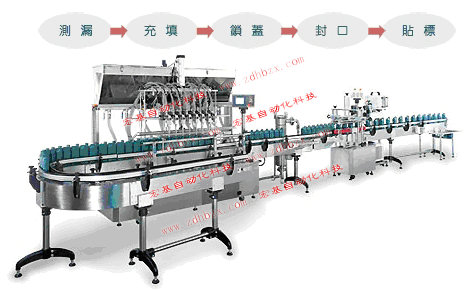
本文由自动化包装流水线设备生产厂家——宏基自动化科技整理编撰,未经允许不得随意转载
包装流水线设备诊断技术的工作原理和手段:
自动化包装流水线设备诊断技术又称设备状态诊断技术,是一种通过监测设备的状态参数,发现设备异常情况,分析设备故障原因,并预测预报设备未来状态的一种技术。其基本功能是在不拆卸或基本不拆卸设备的情况下,掌握设备运行现状,定量地检测和评价设备的以下状态:(1)设备所承受的应力;(2)强度和性能;(3)故障利劣化;(4)预测设备的可靠性。
在设备发生故障的情况下,对故障原因、故障部位、危险程度进行评定,并确定正确的修复方法。
自动化包装流水线设备诊断技术包括以下三个环节:(1)检测异常;(2)诊断故障症状和故障部位;(3)掌握故障类型。
因此,应用设备诊断技术,能确定设备存在的问题及其原因和程度,可以采取最适宜的对策避免故障的发生和确定针对性修复方法,以达到维修目标准确,排除故障及时,减少修理时间,降低维修费用和停机损失,提高设备有效利用率的目的。
上面所说的设备诊断是针对企业的在用设备的言的。如从设备的一生(寿命周期)而言,不仅要在设备运行阶段进行诊断,以实施状态维修;还必须在设计、制造阶段进行检测,诊断设备是否达到了设计技术要求、精度标准和预定功能;而在设备发生故障后,诊断分析故障发生原因。通过这三个相互联系的阶段和技术数据的积累,必然有助于提高以后的设备设计、制造质量,增大设备的可靠性,延长设备的使用寿命。
自动化包装流水线设备诊断技术的基本原理及工作程序,它包括在前期建立信息库和知识库以及信号检测、特征提取、状态识别和预报决策等四个工作程序。
信号检测:按照不同的诊断目的和对象,选择最便于诊断的状态信号,使用传感器、数据采集器等技术手段,加以监测与采集。由此建立起来的是状态信号的数据库,属于初始模式。
特征提取:将初始模式的状态信号通过信号处理,进行放大或压缩、形式变换、去除噪声干扰,以提取故障特征,·形成待检模式。
状态识别:根据理论分析结合故障案例,井采用数据库技术所建立起来的故障档案库为基准模式。把待检模式与基准模式进行比较和分类,即可区别设备的正常与异常。
预报决策:经过判别,对属于正常状态的可继续监视,重复以上程序;对属于异常状态的,则要查明故降情况,做出趋势分析,估计今后发展和可继续运行的时间,以及根据问题所在提出控制措施和维修决策。
按照状态信号的物理特征,设备诊断技术的主要工作手段分为10种,如下表所示。选用上述主要工作手段要根据对象不同而有所区别,其中以振动、温度、油液及声学的诊断方法应用最多。
自动化包装流水线设备诊断技术常用方法:
| 序号 | 物理特征 | 检测目标 | 适用范围 |
| 1 | 振动 | 稳态振动、瞬态振动模态参数等 |
旋转机械、往复机械、流体机械、转轴、轴 承、齿轮等 |
| 2 | 温度 | 温度、温差、温度场及热图像等 | 热工设备、工业炉窑、电机电器、电子设备等 |
| 3 | 油液 |
油品的理化性能、磨粒的铁谱分析及油液 的光谱分析 |
设备润滑系统、有摩擦副的传动系统、电力变 压器等 |
| 4 | 声学 | 噪声、声阻、超声波、声发射等 |
压力容器及管道、流体机械、工业阀门、短路’ 开关等 |
| 5 | 强度 | 载荷、扭矩、应力、应变等 | 起重运箱设备、锻压设备、各种工程结构等 |
| 6 | 压力 | 压力、压差、压力联动等 | 液压系统、流体机械、内姗机,液力辆合器等 |
| 7 | 电气参数 |
电流、电压、电阻、功率、电磁特性、绝 缘性能等 |
电机、电器、输变电设备、微电子设备、电工 仪表等 |
| 8 | 表面状态 | 裂纹、变形、点蚀、剥脱腐蚀、变色等 |
设备及零件的表面损伤、交换器及管道内孔的 照相检查等 |
| 9 | 无损检测 |
射线、超声、磁粉场、渗透、涡流探伤指 标等 |
压延、铸锻件及焊缝缺陷检查,表面镀层及管 壁厚度测定等 |
| 10 | 工况指标 | 设备运行中的工况和各项主要性能指标等 | 流程工业或生产线上的主要生产设备等 |
转载原创文章请注明:文章转载自:宏基自动化科技有限公司
- 上一篇:包装生产流水线设备故障原因分类
- 下一篇:包装自动化设备故障管理的程序